Dodaj produkty podając kody
Dodaj plik CSV
Wpisz kody produktów, które chcesz zbiorczo dodać do koszyka (po przecinku, ze spacją lub od nowej linijki).
Powtórzenie wielokrotnie kodu, doda ten towar tyle razy ile razy występuje.





Wiertła do urwanych gwintowników WDG - 2,5mm
Wiertła do urwanych gwintowników WDG - 2,5mm
- Wiertła do urwanych gwintowników WDG - 2,5mm
Wiertło WDG 2,5 VHM TiAiN do urwanych gwintowników M3
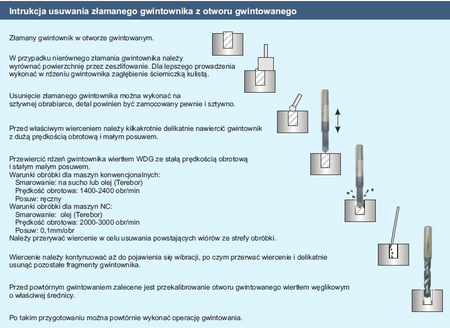
Instrukcja usuwania złamanego gwintownika z otworu gwintowanego:
- Usunięcie złamanego gwintownika można wykonać na sztywnej obrabiarce, detal powinien być zamocowany pewnie i sztywno
- W przypadku nierównego złamania gwintownika należy wyrównać powierzchnię przez zeszlifowanie
- Dla lepszego prowadzenia wykonać w rdzeniu gwintownika zagłębienie ścierniczką kulistą
- Przed właściwym wierceniem należy kilkakrotnie delikatnie nawiercić gwintownik z dużą prędkością obrotową i małym posuwem
- Przewiercić rdzeń gwintownika wiertłem WDG ze stałą prędkością obrotową i stałym małym posuwem
- Warunki obróbki dla maszyn konwencjonalnych:
- Smarowanie: na sucho lub olej (Terebor)
- Prędkość obrotowa: 1400-2400obr/min
- Posuw: ręczny
- Warunki obróbki dla maszyn NC:
- Smarowanie: olej (Terebor)
- Prędkość obrotowa: 2000-3000obr/min
- Posuw: 0,1mm/obr
- Należy przerywać wiercenie w celu usuwania powstających wiórów ze strefy obróbki
- Wiercenie należy kontynuować aż do pojawienia się wibracji, po czym przerwać wiercenie i delikatnie usunąć pozostałe fragmenty gwintownika
- Przed powtórnym gwintowaniem zalecane jest przekalibrowanie otworu gwintowanego wiertłem węglikowym o właściwej średnicy
- Po takim przygotowaniu można powtórnie wykonać operację gwintowania
Wymiary wiertła:
- d1 - 2,5mm
- d2 - 3mm
- l1 - 38mm
- l2 - 10mm
- M - M3
Marka
Zapytaj o produkt
Napisz swoją opinię